:format(webp):no_upscale():watermark(031b22a7d02b017.ru.s.siteapi.org/watermark/c5a8pn1snqgowso0kgs4ko04g8g4s0,-1,-1,0,15,none)/031b22a7d02b017.ru.s.siteapi.org/img/guc0vgd3n6okk80skwg0kc0gg44ogg "Станок универсальный круглошлифовальный ОШ-660.1Ф2")
Станок универсальный круглошлифовальный с командоконтроллером ОШ-660.1Ф2 предназначен ля наружного шлифования абразивными или эльборовыми кругами наружных диаметров и прилегающих к ним торцев, а также шлифование внутренних отверстий, цилиндрических, конических и торцевых поверхностей на деталях типа вал, втулка, ось, фланец, крышка и др. Станок оснащён системой управления на базе контроллера SIMATIK S7-1200 фирмы «Siemens» с сервоприводами Sinamics. Область применения – предприятия серийного и мелкосерийного производства.
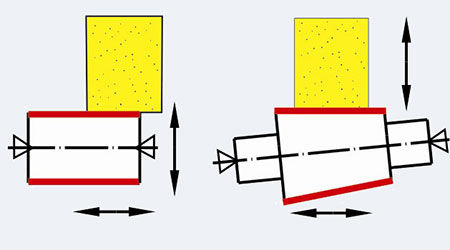
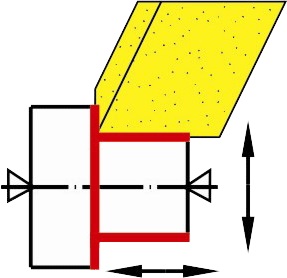
Кинематика станка обеспечивает следующие перемещения:
- вращение обрабатываемой детали (ось Sp1);
- вращение шлифовального круга (Sp2);
- вращение шлифовального круга внутришлифовального шпинделя (Sp3);
- поперечное перемещение шлифовальной бабки (координата X);
- продольное перемещение стола (координата Z);
- поворот передней бабки на заданный угол вручную;
- поворот верхнего стола на заданный угол вручную.
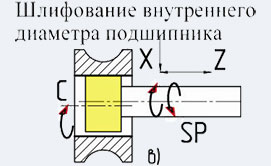
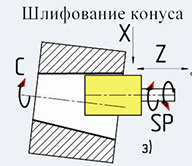
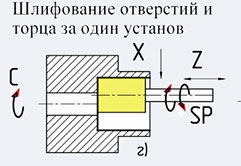
| Схема обработки | ||
 |
||
 |
 |
 |
Особенности конструкции
- Станок имеет литые базовые детали (станина, основание, стол нижний, стол верхний, бабка передняя, бабка задняя, шлифовальная головка).
- На станке применены:
- замкнутые роликовые линейные направляющие фирмы SCHNEEBERGER;
- высокоточные беззазорные шарико-винтовые передачи в механизмах приводов подач;
- на станке установлены высокоточные радиально-упорные шарикоподшипники фирмы «IBC» для шпинделя шлифовальной бабки и шпинделя передней бабки;
- перемещение стола осуществляется по направляющим скольжения с полимерным покрытием посредством ШВП;
- система управления выполнена на программируемом командоконтроллере и сервоприводами, позволяющими производить обработку деталей как в автоматическом так и в ручном режиме.
- Базирование обрабатываемых деталей производится в центрах передней и задней бабки или в трехкулачковом патроне передней бабки. Возможно применение люнетов.
- Станок имеет компоновку с перемещающимся столом, на котором установлены бабка передняя (ведущая), с установленной обрабатываемой деталью и бабка задняя.
- Бабка шлифовальная перемещается перпендикулярно к оси центров обрабатываемой детали.
- Бабка изделия с электрическим приводом и бабка задняя крепятся на верхней рабочей поверхности подвижного стола. Поперечное перемещение шлифовальной бабки осуществляется по линейным направляющим качения посредством шарико - винтовой передачи.
- Шлифовальная бабка имеет два шпинделя для наружного и внутреннего шлифования.
- Внутришлифовальный шпиндель поворотный установлен спереди на корпусе бабки шлифовальной. Шлифовальная головка имеет возможность ручного поворота в горизонтальной плоскости.
- Верхний стол имеет возможность поворота и базируется на нижний стол, который в свою очередь перемещается по направляющим скольжения станины.
- Правка периферии шлифовального круга главного привода и шлифовального круга внутришлифовальной головки осуществляется с помощью алмаза в оправе за счёт продольного перемещения стола и поперечного перемещения шлифовального круга.
- Гидрооборудование выполнено отдельным агрегатом и установлено сзади от станка, а система охлаждения слева. С правой стороны станка расположен электрошкаф.
- Впереди станка на станине установлен пульт управления с панелью оператора фирмы “Siemens” и станочный пульт с электронными маховиками, джойстиком и кнопками управления, установлены маховики для обработки наружных и внутренних поверхностей тел вращения вручную.
- При шлифовании используется СОЖ на водной основе, очистка СОЖ осуществляется посредством магнитного сепаратора и фильтра-транспортёра.
- На станке применены:
- бесконтактные датчики фирмы «Balluff»;
- низковольтная аппаратура фирмы «Siemens».
| Технические характеристики ОШ-660.1Ф2 | |
|---|---|
| Характеристика | Значение |
| Предельные размеры обрабатываемой заготовки, мм для шлифования в центрах: - наружный диаметр -длина для шлифования в патроне: - наружный диаметр - длина для шлифования с люнетом: -наибольший диаметр -наименьший диаметр -наибольшая длина с закрытым люнетом в патроне |
10…200 до 1000 22…200 до250 75 30 350 |
| Предельные размеры обрабатываемых поверхностей , мм: - наибольший диаметр наружного шлифования в центрах - наименьший диаметр наружного шлифования в центрах - наибольшая длина шлифования в центрах - наибольшая длина наружного шлифования в патроне - наибольший диаметр внутреннего шлифования - наименьший диаметр внутреннего шлифования - наибольшая длина внутреннего шлифования |
200 10 900 120 160 20 120 |
| Наибольшая масса устанавливаемой заготовки , кг - в центрах - в патроне |
100 40 |
| Параметры обработки: -отклонение от постоянства диаметра на длине 630мм в продольном сечении при обработке в центрах, мкм -допуск круглости при обработке в центрах -допуск круглости при обработке в патроне Шероховатость обработанной поверхности, не менее Ra, мкм : - при обработке в центрах - при обработке в патроне - при обработке торцев |
точность обработки по ГОСТ 11654-90 для станков класса «В» 6 1 1,6 0,32 0,63 1,25 |
| Показатели инструмента устанавливаемого на станке: Шлифовальный круг по ГОСТ Р 52781 для наружного шлифования: - наружный диаметр, мм - внутренний диаметр - высота, мм Шлифовальный круг по ГОСТ Р 52781 для внутреннего шлифования: - наружный диаметр , мм - высота, мм |
500 203 25…50 16/20/40/50 20/20/32/40 |
| Показатели основных и вспомогательных движений Количество управляемых координат Z – продольное перемещение стола X – поперечное перемещение бабки шлифовальной Sp1 – частота вращения шлифовального круга Sp2 – частота вращения детали Sp3 – частота вращения внутришлифовального круга |
5 Х Х Х Х Х |
| Перемещения: - продольное стола (координата Z), мм - поперечное бабки шлифовальной (координата X), мм - угол ручного поворота бабки изделия, против часовой стрелки, град - угол ручного поворота стола, град левый край от оператора левый край на оператора -угол ручного поворота шлифовальной бабки, град |
1380 360 45 +3 -8 +15 |
| Дискретность подач, мм: - продольных стола (координата Z) - поперечных бабки шлифовальной (координата Х) |
0,001 0,001 |
| Скорость резания м/сек | 50 |
| Частота вращения, мин-1 - шпинделя шлифовального круга - шпинделя вращения детали - шпинделя внутришлифовального круга |
1270…1910 бесступенчатое регулирование 50…300 бесступенчатое регулирование 15000 …18000 бесступенчатое регулирование |
| Пределы рабочих подач, мм/мин: - продольных стола (координата Z) - поперечных ,бабки шлифовальной (координата Х) |
10…500 0,01…20 |
| Скорость установочных перемещений (наибольшая),м/мин - поперечных бабки шлифовальной (координата Х) - продольных стола (координата Z) |
4 4 |
| Система смазки станка - направляющих стола |
непрерывная автоматическая |
| Система охлаждения: - производительность насоса (номинальная), л/мин - рабочее давление, МПа - объём бака СОЖ , л |
60 0.2 170 |
| .Система очистки СОЖ: - пропускная способность магнитного сепаратора, л/мин - пропускная способность ленточного транспортера,л/мин |
100 100 |
| Показатели силовой характеристики Привод шлифовального круга: - тип - мощность, кВт - номинальная частота вращения, мин- Привод вращения детали: - тип - мощность,квт - номинальная частота вращения, мин-1 Привод внутришлифовального круга: - тип - мощность, квт - номинальная частота вращения, мин-1 |
АИР112М4У3 5,5 1430 АИР100L4У3 4 1410 АИР80А2У3 1,5 2880 |
| Габаритные размеры (вместе с отдельно расположенным) оборудованием), мм |
4370x3460x1880 |
| Масса станка с приставным оборудованием, кг | 6000 |
Стандартная комплектация
- станок в сборе (с шлифовальной бабкой, бабкой передней и задней);
- гидростанция;
- электрошкаф в комплекте с холодильным агрегатом немецкой фирмы RITTAL;
- система подготовки воздуха;
- приспособление для статической балансировки шлифовального круга в сборе с фланцами;
- светильник для освещения рабочей зоны;
- пульт управления с панелью оператора и программируемым логическим контроллером фирмы «Siemens»;
- система подачи и очистки СОЖ c магнитным сепаратором и фильтром транспортером с рулонным фильтровальным полотном;
- приспособление для правки круга по торцу и периферии;
- оправка для статической балансировки шлифовального круга;
- комплект центров на переднюю и заднюю бабки;
- люнет для установки деталей и патрон трёхкулачковый (диаметр зажима 200 мм);
- фланцы шлифовального круга – 2 комплекта (1 к-т установлен на станке);
- опора регулируемая – 12шт.;
- комплект ЗИП (запасных частей и принадлежностей быстро изнашиваемые детали на 1 год эксплуатации);
- слесарный инструмент для обслуживания станка;
- комплект эксплуатационной документации (руководство по эксплуатации на станок, руководство по эксплуатации электрооборудования, каталог запасных частей, инструкция по управлению) – 1экз.
Дополнительная комплектация
- ограждение зоны шлифования защитой открытого или кабинетного типа ;
- люнет для установки деталей и патрон трёхкулачковый (параметры согласовываются с заказчиком);
- электрошкаф в комплекте с холодильным агрегатом немецкой фирмы RITTAL;
- систему ЧПУ SINUMERIC 828 D с ЖК монитором для отображения всей информации процесса обработки, для удобного программирования и управления;
- датчик касания фирмы «RENISHAW» (только с ЧПУ);
- устройство динамической балансировки шлифовального круга и прибор активного контроля фирмы MARPOSS (для контроля гладких цилиндрических и прерывистых поверхностей);
- для данной операции правое расположение шлифовального круга и поворотом шлифовальной головки (без внутришлифовального шпинделя);
- станция центробежной отчистки СОЖ – центрифуга;

- аэрозолеотсасывающий агрегат фирмы «Losma»

- внутришлифовальный шпиндель (фортуна) фирмы «Fischer Fortuna GmbY», Германия (30000 мин־ ¹, 45000 мин־ ¹);
- пистолет для обдува воздухом;
- обратные центра;
- набор хомутиков;
- приспособление для правки круга по углу с алмазным карандашом;
- приспособление для правки круга по радиусу с алмазным карандашом;
- фланцы для шлифовальных кругов по размерам заказчика;
- твердосплавные центра;
- цанговый патрон с хвостовиком под цанги , с набором цанг - 1 к-т.;
- дополнительный бумажный фильтр, рулон.